我們知道,加工中心進(jìn)行數(shù)控加工時,由于刀具磨損、重磨或者更換新刀時,編制的加工程序中有關(guān)刀具的參數(shù)會發(fā)生變化,其刀具運行軌跡會發(fā)生變化,如不及時進(jìn)行調(diào)整會影響工件最終的加工精度。如重新計算刀心軌跡,并修改程序。這樣不僅耗時費力而且錯誤率極高,最便捷的方法調(diào)用CNC數(shù)控系統(tǒng)的刀具半徑補償功能,工件編程時我們只需要根據(jù)工件的輪廓編制加工程序,系統(tǒng)會自動計算刀心軌跡,使刀具偏離工件輪廓一個半徑值。即使在刀具參數(shù)發(fā)生變化是,只需更改具體的刀具參數(shù),無需更改整個加工程序。這極大的提高了加工中心的加工效率。
1、 刀具半徑補償?shù)淖饔?/p>
對數(shù)控系統(tǒng)使用帶有刀補功能的機(jī)床,其編程往往要以刀具中心為編程軌跡, 用刀具半徑補償?shù)姆椒ǎ?在執(zhí)行刀具補償后, 數(shù)控系統(tǒng)就能自行計算刀具中心軌跡,使刀具中心偏離工件輪廓一個刀具半徑值, 這樣就能加工圖紙所要求的輪廓, 同時還可利用同一個加工程序去完成粗加工和精加工,可以簡化編程工作。另外還可以控制零件的尺寸精度, 大大提高了零件的質(zhì)量。
2、 刀具半徑補償?shù)闹噶詈团卸ǚ椒?/p>
刀具半徑補償分可為刀具半徑左補償和刀具半徑右補償,分別用 G41 和G42 定義。根據(jù) ISO 標(biāo)準(zhǔn), 沿刀具前進(jìn)方向當(dāng)?shù)毒咧行能壽E位于零件輪廓左邊就為刀具半徑左補償,用 G41 表示。如果刀具軌跡在零件輪廓的右邊為刀具半徑右補償, 用G42表示。 當(dāng)不需要進(jìn)行刀具半徑補償或加工結(jié)束時,為使刀具返回到開始位置, 必須用 G40指令來取消刀具半徑補償。
此外要注意的是, G41 對應(yīng)的實際加工狀態(tài)是順銑, 零件的表面質(zhì)量好, 加工精度要求高, G42對應(yīng)的是逆銑, 適合于加工精度要求不高的場合。為了提高加工質(zhì)量、 簡化編程, 可以在粗、 精加工過程中都可以使用 G41 進(jìn)行左補償。
3.刀具半徑補償?shù)哪康?/p>
在銑床上進(jìn)行輪廓加工時,因為銑刀具有一定的半徑,所以刀具中心(刀心)軌跡和工件輪廓不重合。若數(shù)控裝置不具備刀具半徑自動補償功能,則只能按刀心軌跡進(jìn)行編程(圖(1-11)中點劃線),其數(shù)值計算有時相當(dāng)復(fù)雜,尤其當(dāng)?shù)毒吣p、重磨、換新刀等導(dǎo)致刀具直徑變化時,必須重新計算刀心軌跡,修改程序,這樣既繁瑣,又不易保證加工精度。當(dāng)數(shù)控系統(tǒng)具備刀具半徑補償功能時,編程只需按工件輪廓線進(jìn)行(圖(4-10)中粗實線),數(shù)控系統(tǒng)會自動計算刀心軌跡坐標(biāo),使刀具偏離工件輪廓一個半徑值,即進(jìn)行半徑補償。
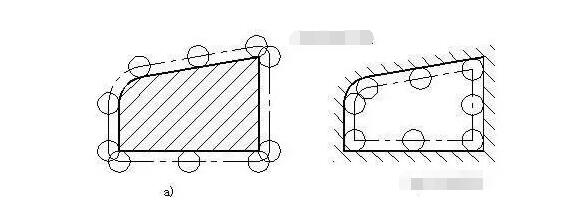
圖(4-10)刀具半徑補償
a) 外輪廓 b)內(nèi)輪廓
4.刀具半徑補償?shù)姆椒?/p>
數(shù)控刀具半徑補償就是將刀具中心軌跡過程交由數(shù)控系統(tǒng)執(zhí)行,編程時假設(shè)刀具的半徑為零,直接根據(jù)零件的輪廓形狀進(jìn)行編程,而實際的刀具半徑則存放在一個可編程刀具半徑偏置寄存器中,在加工工程中,數(shù)控系統(tǒng)根據(jù)零件程序和刀具半徑自動計算出刀具中心軌跡,完成對零件的加工。當(dāng)?shù)毒甙霃桨l(fā)生變化時,不需要修改零件程序,只需修改存放在刀具半徑偏置寄存器中的半徑值或選用另一個刀具半徑偏置寄存器中的刀具半徑所對應(yīng)的刀具即可。
G41指令為刀具半徑左補償(左刀補),G42指令為刀具半徑右補償(右刀補),G40指令為取消刀具半徑補償。這是一組模態(tài)指令,缺省為G40。
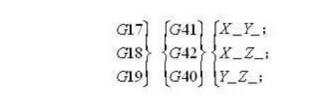
使用格式:
說明:(1)刀具半徑補償G41、G42判別方法,如圖(4-11)所示,規(guī)定沿著刀具運動方向看,刀具位于工件輪廓(編程軌跡)左邊,則為左刀補(G41),反之,為刀具的右刀補(G42)。
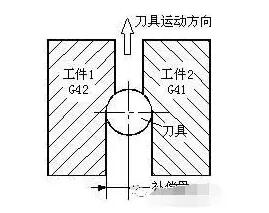
圖(4-11)刀具半徑補償判別方法
(2)使用刀具半徑補償時必須選擇工作平面(G17、G18、G19),如選用工作平面G17指令,當(dāng)執(zhí)行G17指令后,刀具半徑補償僅影響X、Y軸移動,而對Z軸沒有作用。
(3)當(dāng)主軸順時針旋轉(zhuǎn)時,使用G41指令銑削方式為順銑,反之,使用G42指令銑削方式為逆銑。而在數(shù)控機(jī)床為里提高加工表面質(zhì)量,經(jīng)常采用順銑,即G41指令。
(4)建立和取消刀補時,必須與G01或G00指令組合完成,配合G02或G03指令使用,機(jī)床會報警,在實際編程時建議使用與G01指令組合。建立和取消刀補過程如圖(4-12)所示,使刀具從無刀具半徑補償狀態(tài)O點,配合G01指令運動到補償開始點A,刀具半徑補償建立。工件輪廓加工完成后,還要取消刀補的過程,即從刀補結(jié)束點B,配合G01指令運動到無刀補狀態(tài)O點。
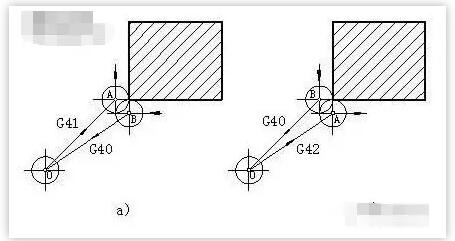
圖(4-12)刀具半徑補償?shù)慕⒑腿∠^程
a) 左刀補的建立和取消 b) 右刀補的建立和取消
5.刀具半徑補償輸入時的注意事項
刀具半徑補償量的變化一般在加工中心加工一段時間后出現(xiàn)。對連續(xù)的程序段,當(dāng)?shù)毒甙霃窖a償量變化時,某一程序段終點的矢量要用該程序段指定的刀具補償量進(jìn)行計算。
在進(jìn)行數(shù)控程序的編制時,一般我們把刀具的半徑補償量在補償代碼中輸入為正值,如果把刀具半徑補償量設(shè)為負(fù)值時,在走刀軌跡方向不變的情況下,則相當(dāng)于把數(shù)控程序中的補償位置指令,G41和G42互換,有可能出現(xiàn)加工中心原本進(jìn)行工件外側(cè)的加工變?yōu)閮?nèi)側(cè)加工,出現(xiàn)意想不到的問題,所以半徑補償輸入時一定要注意著兩種補償方向的設(shè)置。

掃一掃微信二維碼

掃一掃微博二維碼

 點擊立即咨詢>>
點擊立即咨詢>>